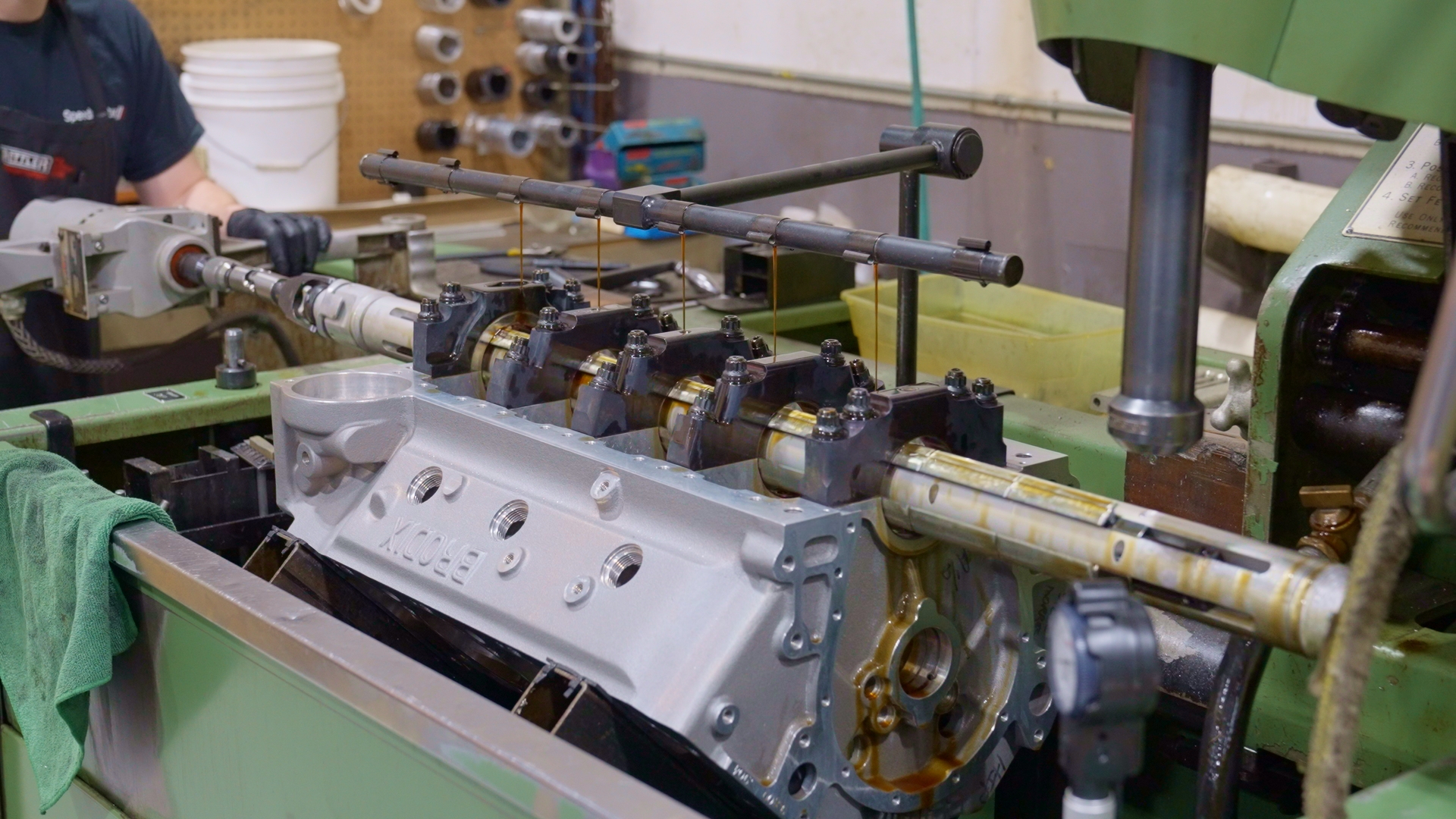
Main & Cam Tunnel Hone
Perfectly Aligned.
Every Bore.
The main and cam tunnels are the backbone of your engine block. If these bores aren't round, straight, and in perfect alignment, no amount of assembly precision will save you from premature wear and bearing failure.
- Restores main bearing tunnel geometry to factory spec or better after boring, welding, or heat distortion
- Ensures all main bores are co-axial and on-center for true crankshaft alignment
- Corrects cam tunnel distortion for proper camshaft bearing fit and consistent oil clearances
- Essential for any block that has been line bored, repaired, or run hard over multiple heat cycles
Final pricing depends on block type and condition. Contact us for a quote.
Precision Engineering
Why Align Honing Matters
When a block is machined, repaired, or simply run hard for thousands of miles, the main and cam tunnels can move — sometimes by only a few tenths, sometimes more. That deviation is enough to change bearing clearances, alter oil pressure, and load the crankshaft in ways it was never designed to handle.
Align honing brings everything back into true. The process removes a controlled, uniform amount of material from each bore simultaneously, correcting any out-of-round or out-of-alignment condition without introducing new errors. The result is a set of tunnels that are concentric, co-axial, and sized exactly where they need to be for your target bearing clearance.
For high-horsepower turbo and supercharged builds — the kind Steve Morris Engines is known for — this step isn't optional. Extreme cylinder pressure and torsional loads demand a foundation that's as close to perfect as machine tools can achieve.
Get Started
Interested?
Message us or give us a call — we'll talk through your build, confirm what your engine needs, and get you scheduled.
231-747-7520